Главная
> Архив статей нашей рассылки >
Выпуск №30. Статья №3.
Монтаж кондиционеров:
пайка трубопроводов твердым припоем
|
|
|
 - Круглого и прямоугольного сечения; - Круглого и прямоугольного сечения;
- Гибкие воздуховоды;
- Крепеж;
- Кронштейны;
- Соединительные участки воздуховодов;
- Хомуты

- из углеродистой стали;
- крышные, высокого и низкого давления;
- пылевые, взрывозащищенные
|
Одна из наиболее часто встречающихся операций при сборке, монтаже
и особенно ремонте кондиционеров - это пайка медных трубопроводов,
используемых для соединения основных узлов холодильной системы в
замкнутую схему, по которой циркулирует хладагент.
Необходимо помнить, что большинство хладагентов - летучие соединения,
легко проникающие даже в микротрещины. И даже незначительная утечка
со временем неизбежно приводит к поломке оборудования и необходимости
проведения дорогостоящего ремонта. Поэтому главное требование к
паяному соединению - это герметичность.
Пайка твердым припоем осуществляется при температуре выше 425°С,
но ниже температуры плавления соединяемых металлов. Физически процесс
происходит за счет адгезии (от латинского adhaesio - "прилипание")
между расплавленным припоем и нагретыми поверхностями соединяемых
металлов. Для качественного соединения припой должен распределиться
под действием капиллярных сил и "смочить" основной
металл.
Смачивание - это явление, при котором силы притяжения между
молекулами расплавленного припоя и молекулами основных металлов
выше, чем внутренние силы притяжения, существующие между молекулами
припоя. Степень смачивания - это функция основных составляющих процесса
пайки: металлов, припоя и температуры. Хорошее смачивание происходит
только на совершенно чистой не окисленной поверхности.
Нельзя путать твердым и мягким припоем, хотя операции очень близки.
Отличие заключается в том, что соединение металлов при пайке мягким
припоем происходит при температуре ниже 425°С, в связи с
чем и имеет целый ряд принципиальных особенностей.
Качество и прочность пайки в большей степени зависит не от припоя,
а от неукоснительного соблюдения технологии пайки, а также физических
параметров соединения. Именно они и определяют выбор оптимального
припоя для того или иного случая.
Для пайки меди, латуни, бронзы и комбинаций этих металлов специально
разработаны медно-фосфорные твердые припои. На практике для соединений
труб в холодильном оборудовании используется две основные марки.
Сплав с содержанием серебра 5% - это медно-фосфорный припой, а сплав
с содержанием серебра 20-45% (содержит также кадмий) - это серебряный
припой.
При пайке латуни или бронзы для предотвращения образования окисного
покрытия на основных металлах используют флюс. Флюсовое покрытие
препятствует смачиванию и растеканию припоя. При пайке меди и медных
соединений флюс не требуется, так как медно-фосфорные припои являются
самофлюсующимися.
В связи с хрупкостью соединения, возникающей из-за фосфорной составляющей
припоя, нельзя применять медно-фосфорные припои для пайки цветных
металлов с содержанием никеля выше 10%.
Эти припои не рекомендуется также использовать для пайки алюминиевой
бронзы.
В отличие от медно-фосфорных сплавов, твердые серебряные припои
не содержат фосфор. Поэтому они могут применяться для пайки цветных
металлов, меди и сплавов на медной основе. Исключение - алюминий
и магний, для пайки которых необходим флюс.
При использовании низкотемпературного медного и серебряного припоя
необходимо принимать тщательные меры предосторожности, поскольку
они содержат кадмий, пары которого оказывают отравляющее воздействие
на организм.
Рассмотрим особенности процесса пайки в зависимости от физических
параметров соединения, то есть от типа соединяемых труб. Самый распространенный
случай - это пайка двух медных труб с использованием медно-фосфорного
припоя.
Как должно выглядеть пламя горелки при пайке?
Сбалансированная газовая смесь содержит равное количество кислорода
и газообразного топлива, в результате чего пламя нагревает металл,
не оказывая другого воздействия.
 |
|
Факел пламени горелки при сбалансированной
газовой смеси (ярко синего цвета и небольшой величины)
|
Уменьшающееся пламя горелки указывает на избыточное количество
газообразного топлива в газовой смеси, которое превышает содержание
кислорода. Незначительно уменьшающееся пламя нагревает и очищает
поверхность металла для операции пайки быстрее и лучше.
 |
|
Оптимальный вид пламени горелки
для пайки твердым припоем
|
Пересыщенная кислородная смесь - это газовая смесь, содержащая
избыточное количество кислорода, в результате чего образуется пламя,
которое окисляет поверхность металла. Признаком этого явления служит
черный окисный налет на металле.
 |
|
Факел пламени горелки, насыщенный кислородом
(бледно-голубого цвета и маленький)
|
Необходимым условием надежной пайки является чистота поверхности.
Перед операцией пайки очищают соединяемые металлические поверхности
от грязи проволочной щеткой или наждачной бумагой. Необходимо предотвратить
попадание масла, краски, грязи, смазки и алюминия на поверхность
соединяемых металлов, иначе они будут препятствовать попаданию припоя
в соединение, смачиванию и соединению припоя с металлическими поверхностями.
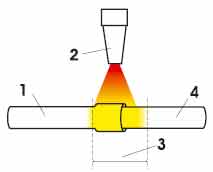 |
Размещение горелки при пайке труб:
1 — наружная труба;
2 — горелка;
3 — зона нагрева;
4 — внутренняя труба
|
Для пайки одну трубку вставляют в другую так, чтобы она входила
на длину не менее диаметра внутренней трубы. Между стенками внутренней
и наружной труб должен быть зазор 0,025-0,125 мм.
Затем берут горелку соответствующего размера с несколько уменьшающимся
пламенем и равномерно нагревают соединяемые трубы по всей окружности
и длине соединения. При этом сам припой нагревать не следует.
Важно помнить, что соединение нельзя нагревать до температуры плавления
металла, из которого изготовлены трубы. Дело в том, что перегрев
соединения усиливает взаимодействие основного металла с припоем,
то есть усиливает образование химических соединений. В итоге такое
взаимодействие отрицательно влияет на срок службы соединения.
 |
|
Перегретое соединение труб
|
Другая распространенная ошибка - недогрев соединения. Необходимо
помнить, что припой поступает в соединение под воздействием капиллярных
сил. Этот процесс протекает хорошо, если поверхность металла чистая,
выдержан оптимальный зазор между металлическими поверхностями, концы
труб в зоне соединения достаточно нагреты (расплавленный припой
течет по направлению к источнику теплоты).
 |
|
Перемещение припоя в зазоре между трубами
при пайке
|
Что получается при несоблюдении этих условий? Если внутренняя труба
разогрета до температуры пайки, а наружная труба имеет более низкую
температуру, то расплавленный припой не заполнит зазор между ними,
а вместо этого начнет перемещаться в направлении источника теплоты.
Похожая ситуация возникает, если припой и пламя горелки ввести в
зону пайки одновременно. В этом случае уже внутренняя труба не прогревается
до нужной температуры, и расплавленный припой не затекает в зазор
между трубами.
Если равномерно разогревать всю поверхность концов спаиваемых труб,
то припой плавится под воздействием их теплоты и равномерно поступает
в зазор соединения.
 |
|
Распределение припоя в соединении труб:
а - внутренняя труба разогрета до температуры пайки,
а наружная труба имеет более низкую температуру;
б - наружная труба разогрета до температуры пайки,
а внутренняя труба имеет более низкую температуру;
в - обе трубы разогреты равномерно до температуры пайки
|
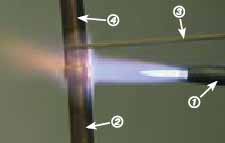 |
Расположение горелки и прутка припоя
при пайке соединения концов труб, нагретых до тусклого вишнево-красного
цвета:
1 —горелка;
2 —внутренняя труба;
3 —пруток припоя;
4 —наружная труба
|
Считается, что трубы достаточно прогреты для пайки, если пруток
твердого припоя плавится при контакте с ними. Для улучшения пайки
рекомендуется предварительно прогреть пруток припоя пламенем горелки.
| СОЕДИНЕНИЕ МЕДИ С ЛАТУНЬЮ |
При соединении меди с латунью придерживаются правил, разработанных
для соединения меди с медью, но есть некоторые особенности.
Перед нагревом соединения наносят небольшое количество флюса, чтобы
обеспечить смачивание припоя на поверхности латуни. А по завершении
операции пайки тщательно удаляют остатки флюса горячей водой и щеткой.
Дело в том, что большинство видов флюса вызывают коррозию и должны
быть полностью удалены с поверхности соединения.
| СОЕДИНЕНИЕ СТАЛИ С ДРУГИМИ МЕТАЛЛАМИ |
При соединении стали со сталью, медью, латунью или бронзой придерживаются
правил, разработанных для соединения меди с медью, но есть некоторые
особенности.
Прежде всего, это использование серебряного припоя, предполагающее
применение флюса.
Его наносят на соединение до нагрева для последующего смачивания
и перемещения расплавленного припоя в зазоры между соединяемыми
деталями. Кроме того, нагретый пруток также необходимо окунуть во
флюс. Это нужно для того, чтобы припой покрылся тонким слоем флюса,
с целью предотвращения образования окиси цинка на его поверхности.
При этом необходимо учесть, что вязкость флюса увеличивается при
насыщении его окислами.
По завершении операции пайки остатки флюса тщательно удаляют. Если
этого не сделать, он попадает в соединение и со временем вызывает
коррозию и утечку хладагента. Именно поэтому флюс наносят вдоль
поверхности, а не в соединение.
При пайке используют минимальное количество флюса, а после завершения
данной операции тщательно счищают его остатки.
Итак, перечислим последовательность основных операций при пайке:
1. При использовании горелки применяют несколько уменьшающееся
пламя, которое создает
максимальный нагрев и очищает соединение.
2. Металлические поверхности очищают и обезжиривают.
3. Проверяют взаимное расположение деталей и зазоры.
4. Снаружи соединения наносят минимальное количество флюса
(при пайке меди с медью при помощи медно-фосфорных припоев флюс
не требуется).
5. Равномерно нагревают соединение до требуемой температуры.
6. Припой наносят на соединение и проверяют равномерность
его распределения при помощи паяльной горелки. Расплавленный припой
течет в сторону более нагретого места соединения.
7. Остатки флюса тщательно удаляют после пайки.
8. Важным моментом пайки является быстрое выполнение этой
операции. Цикл нагрева должен быть коротким, и следует избегать
перегрева.
9. При пайке необходимо обеспечить соответствующую вентиляцию,
так как может появиться вредный для здоровья дым (пары кадмия из
припоя и фтористые соединения из флюса).

"О кондиционерах доступно",
автор: Леонид Корх
|

 Техника
Техника