|
ПРИНЦИПИАЛЬНАЯ СХЕМА
АППАРАТА ПЛАЗМЕННОЙ РЕЗКИ >>
Плазма - ионизированный газ, содержащий
электрически заряженные частицы и способный проводить ток. Ионизация
газа происходит при его нагреве. Степень ионизации тем выше, чем
выше температура газа. В центральной части сварочной дуги газ нагрет
до температур 5000 ... 30 000 °С, имеет высокую электропроводность,
ярко светится и представляет собой типичную плазму. Плазменную струю,
используемую для сварки и резки, получают в специальных плазмотронах,
в которых нагревание газа и его ионизация осуществляются дуговым
разрядом в специальных камерах.
Процесс плазменной резки основан на использовании воздушно-плазменной
дуги постоянного тока прямого действия (электрод-катод, разрезаемый
металл - анод). Сущность процесса заключается в местном расплавлении
и выдувании расплавленного металла с образованием полости реза при
перемещении плазменного резака относительно разрезаемого металла.
Для возбуждения рабочей дуги (электрод - разрезаемый металл), с
помощью осциллятора зажигается вспомогательная дуга между электродом
и соплом - так называемая дежурная дуга, которая выдувается из сопла
пусковым воздухом в виде факела длиной 20-40 мм. Ток
дежурной дуги 25 или 40-60 А, в зависимости от источника
плазменной дуги. При касании факела дежурной дуги металла возникает
режущая дуга - рабочая, и включается повышенный расход воздуха;
дежурная дуга при этом автоматически отключается.
Применение способа воздушно-плазменной резки, при котором
в качестве плазмообразующего газа используется сжатый воздух,
открывает широкие возможности при раскрое низкоуглеродистых и легированных
сталей, а также цветных металлов и их сплавов.
Преимущества воздушно-плазменной резки по сравнению с механизированной
кислородной и плазменной резкой в инертных газах следующие:
- простота процесса резки; применение недорогого плазмообразующего
газа - воздуха;
- высокая чистота реза (при обработке углеродистых и низколегированных
сталей);
- пониженная степень деформации;
- более устойчивый процесс, чем резка в водородосодержащих смесях.
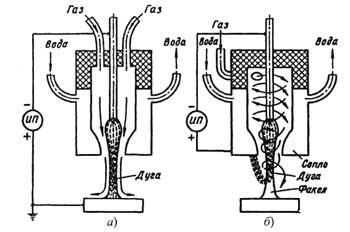 |
Рис. 1
Конструкция плазмотронов с аксиальной (а) (прямого действия)
и тангенциальной (б) (косвенного действия) подачей газа |
Вдуваемый в камеру газ (рис. 1), сжимая столб дуги в канале
сопла плазмотрона и охлаждая его поверхностные слои, повышает температуру
столба. В результате струя проходящего газа, нагреваясь до высоких
температур, ионизируется и приобретает свойства плазмы. Увеличение
при нагреве объема газа в 50 ... 100 и более раз приводит
к истечению плазмы с высокими околозвуковыми скоростями. Плазменная
струя легко расплавляет любой металл.
На практике находят применение два основных способа включения плазменных
горелок (см. рис. 1). В первом - дуговой разряд существует
между стержневым катодом, размещенным внутри горелки по ее оси и
нагреваемым изделием (плазменная струя прямого действия).
Такие плазмотроны имеют кпд выше, так как мощность, затрачиваемая
на нагрев металла, складывается из мощности, выделяющейся в анодной
области, и мощности, передаваемой аноду струей плазмы.
Во втором - дуга горит между катодом и соплом, которое подключается
к положительному полюсу источника питания (плазменная струя косвенного
действия). Струей газа, истекающей из сопла, часть плазмы столба
дуги сжимается и выносится за пределы плазмотрона. Тепловая энергия
этой плазмы, складывающаяся из кинетической и потенциальной энергий
ее частиц, используется для нагрева и плавления обрабатываемых изделий.
В большинстве случаев общая и удельная тепловые энергии невелики,
поэтому такие плазмотроны используют для сварки тонких изделий в
микроплазменных установках для пайки и обработки неметаллов, так
как изделие не обязательно должно быть электропроводным.
Для надежной стабилизации дуги и оттеснения ее от стенок сопла применяют
осевую или тангенциальную подачу газа (см. рис. 1). Для устранения
турбулентностей в осесимметричных потоках их формируют с помощью
специальных конструкций сопл и вкладышей.
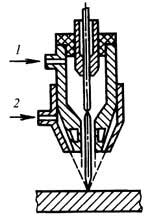 |
Рис. 2
Схема микроплазменной горелки для сварки плазменной дугой:
1 - рабочий газ;
2 - фокусирующий газ |
|
В дуговых процессах с неплавящимся электродом изменение силы тока
при изменении напряжения дуги приводит к неравномерности глубины
проплавления металла и нарушению стабильности процесса. Поэтому
при плазменно-дуговой сварке оптимальными внешними характеристиками
источника питания являются крутопадающие или даже вертикальные характеристики,
позволяющие значительно изменять напряжение при постоянстве силы
тока. Источники питания с вертикальными характеристиками появились
сравнительно недавно, применительно к плазменно-дуговым процессам.
Существует специальное оборудование для ручной и механизированной
плазменно-дуговой сварки, наплавки и резки. Оно отличается от ранее
описанных сварочных устройств конструкцией горелки-плазмотрона.
Существует множество горелок, отличающихся конструкцией катода (стержневой,
полый, дисковый), способом охлаждения (водой, воздухом), способом
стабилизации дуги (газом, водой, магнитным полем), родом тока, составом
плазмообразующей среды и т.д.
С увеличением скорости истечения плазменной струи нарушается ламинарность
потока. Кроме того в засопловом участке степень обжатия столба дуги
уменьшается. В связи с этим в последние годы получают все большее
распространение горелки с вторичным фокусирующим и защитным потоком
газа (рис. 2). Газ подается под углом к оси горелки и
как бы омывает столб дуги, интенсивно охлаждая его, благодаря чему
при удалении от сопла несколько уменьшается диаметр столба дуги.
При этом высокая концентрация плазменного потока достигается при
сравнительно малой скорости истечения. Такие горелки, называемые
иглоплазменными или микроплазменными, позволяют получить остроконечную
плазменную дугу в области малых токов (0,5 ... 30 А).
Дуговая плазменная струя - интенсивный источник теплоты с широким
диапазоном технологических свойств. Ее можно использовать для нагрева,
сварки или резки как электропроводных металлов, так и неэлектропроводных
материалов, таких как стекло, керамика и др.
Тепловая эффективность дуговой плазменной струи зависит от силы
сварочного тока и напряжения, состава, расхода и скорости истечения
плазмообразующего газа, расстояния от сопла до поверхности изделия,
скорости перемещения горелки (скорости сварки или резки) и т.д.
Геометрическая форма струи может быть также различной (квадратной,
круглой и т.д.) и определяться формой выходного отверстия сопла.
Питание дуги, как правило, осуществляется переменным или постоянным
током прямой полярности (минус на электроде). Возбуждают дугу с
помощью осциллятора. Для облегчения возбуждения дуги прямого
действия используют дежурную дугу, горящую между электродом и соплом
горелки. Для питания плазмообразующей дуги используются источники
сварочного тока с рабочим напряжением до 120 В, а в которых
случаях и более высоким; для питания плазмотрона, используемого
для резки, оптимально напряжение холостого хода источника питания
до 300 В.
Плазменной струей можно сваривать практически все металлы в нижнем
и вертикальном положениях. В качестве плазмообразующих газов используют
аргон, азот, смесь аргона с азотом и водородом, углекислый газ
и воздух (в основном для резки). В качестве электрода
применяют вольфрамовые стержни или специальные медные со
вставками из гафния или циркония.
К преимуществам плазменной сварки относятся высокая производительность,
малая чувствительность к колебаниям длины дуги, устранение включений
вольфрама в металле шва. Без скоса кромок можно сваривать металл
толщиной до 15 мм с образованием провара специфической формы.
Это объясняется образованием сквозного отверстия в основном металле,
через которое плазменная струя выходит на обратную сторону изделия.
Расплавляемый в передней части сварочной ванны металл давлением
плазмы перемещается вдоль стенок сварочной ванны в ее хвостовую
часть, где кристаллизуется, образуя шов. По существу, процесс представляет
собой прорезание изделия с заваркой места резки.
Плазменной струей можно сваривать стыковые и угловые швы. Стыковые
соединения на металле толщиной до 2 мм можно сваривать с
отбортовкой кромок, при толщине свыше 10 мм рекомендуется
делать скос кромок. В случае необходимости используют дополнительный
металл. Для сварки металла толщиной до 1 мм успешно используют
микроплазменную сварку струей косвенного действия, в которой сила
сварочного тока равна 0,1 ... 10 А.
Резка плазменной струей основана на расплавлении металла в месте
реза и его выдувании потоком плазмы. Плазменную струю используют
для резки металла толщиной от долей до десятков миллиметров. Для
резки металла малой толщины используют плазменную струю косвенного
действия. При повышенной толщине металла лучшие результаты достигаются
при плазменной струе прямого действия. При резке даже углеродистых
сталей во многих случаях она более экономична, чем газокислородная,
ввиду высокой скорости и лучшего качества реза.
В зависимости от металла в качестве плазмообразующих газов можно
использовать азот, водород, аргоно-водородные, аргоно-азотные, азото-водородные
смеси. Использование для резки смесей газов, содержащих двухатомные
газы, энергетически более эффективно. Диссоциируя, двухатомный газ
поглощает много теплоты, которая выделяется на холодной поверхности
реза при объединении свободных атомов в молекулу. В последнее время,
когда появилась возможность использовать водоохлаждаемые циркониевые
и гафниевые электроды, в качестве режущего газа стали использовать
и воздух. Сварку и резку можно выполнять вручную и автоматически.
Скорость воздушно-плазменной резки в зависимости
от толщины металла.
|
Разрезаемый
материал
|
Сила тока,
А
|
Максимальная
скорость резки (м/мин) металла в зависимости от его толщины,
мм
|
|
10
|
20
|
30
|
40
|
50
|
60
|
80
|
|
Сталь
|
200
|
3,6
|
1,6
|
1
|
0,5
|
0,4
|
0,2
|
0,1
|
|
300
|
6
|
3
|
1,8
|
0,9
|
0,6
|
0,4
|
0,2
|
|
400
|
7
|
3,2
|
2,1
|
1,2
|
0,8
|
0,7
|
0,4
|
|
Медь
|
200
|
1,2
|
0,5
|
0,3
|
0,1
|
|
|
|
|
300
|
3
|
1,5
|
0,7
|
0,5
|
0,3
|
|
|
|
400
|
4,6
|
2
|
1
|
0,7
|
0,4
|
0,2
|
|
Алюминий
|
200
|
4,5
|
2
|
1,2
|
0,8
|
0,5
|
|
|
|
300
|
7,5
|
3,8
|
2,6
|
1,8
|
1,2
|
0,8
|
0,4
|
|
400
|
10,5
|
5
|
3,2
|
2
|
1,4
|
1
|
0,6
|
Режимы воздушно-плазменной резки металлов.
|
Разрезаемый
материал
|
Толщина, мм
|
Диаметр сопла,
мм
|
Сила тока,
А
|
Расход воздуха,
л/мин
|
Напряжение,
В
|
Скорость резки,
м/мин
|
Ширина реза
(средняя), мм
|
|
Низкоуглеродистая сталь
|
1 - 3
|
0,8
|
30
|
10
|
130
|
3 - 5
|
1 - 1,5
|
|
3 - 5
|
1
|
50
|
12
|
110
|
2 - 3
|
1,6 - 1,8
|
|
5 - 7
|
1,4
|
75 - 100
|
15
|
1,5 - 2
|
1,8 - 2
|
|
7 - 10
|
|
|
10
|
120
|
1 - 1,5
|
2 - 2,5
|
|
6 - 15
|
3
|
300
|
40 - 60
|
160 - 180
|
5 - 2,5
|
3 - 3,5
|
|
15 - 25
|
|
2,5 - 1,5
|
3,5 - 4
|
|
25 - 40
|
1,5 - 0,8
|
4 - 4,5
|
|
40 - 60
|
0,8 - 0,3
|
4,5 - 5,5
|
|
Сталь 12Х18Н10Т
|
5 - 15
|
250 - 300
|
140 - 160
|
5,5 - 2,6
|
3
|
|
10 - 30
|
160 - 180
|
2,2 - 1
|
4
|
|
31 - 50
|
170 - 190
|
1 - 0,3
|
5
|
|
Медь
|
10
|
300
|
160 - 180
|
3
|
|
20
|
1,5
|
3,5
|
|
30
|
0,7
|
4
|
|
40
|
0,5
|
4,5
|
|
50
|
0,3
|
5,5
|
|
60
|
3,5
|
400
|
0,4
|
6,5
|
|
Алюминий
|
5 - 15
|
2
|
120 - 200
|
70
|
170 - 180
|
2 - 1
|
3
|
|
30 - 50
|
3
|
280 - 300
|
40 - 50
|
170 - 190
|
1,2 - 0,6
|
7
|
Режимы воздушно-плазменной резки металлов.
|
Разрезаемый
материал
|
Толщина,
мм
|
Диаметр сопла,
мм
|
Сила тока,
А
|
Скорость резки,
м/мин
|
Ширина реза
(средняя),
мм
|
|
Сталь
|
1 - 5
|
1,1
|
25 - 40
|
1,5 - 4
|
1,5 - 2,5
|
|
3 - 10
|
1,3
|
50 - 60
|
1,5 - 3
|
1,8 - 3
|
|
7 - 12
|
1,6
|
70 - 80
|
1,5 - 2
|
1,8 - 2
|
|
8 - 25
|
1,8
|
85 - 100
|
1 - 1,5
|
2 - 2,5
|
|
12 - 40
|
2
|
110 - 125
|
5 - 2,5
|
3 - 3,5
|
|
Алюминий
|
5 - 15
|
1,3
|
60
|
2 -1
|
3
|
|
30 - 50
|
1,8
|
100
|
1,2 - 0,6
|
7
|
 |
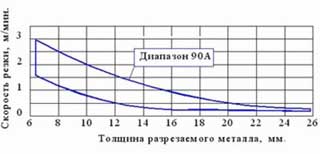 |
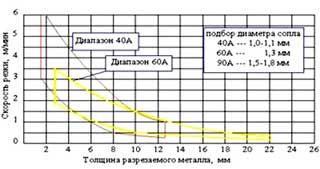
Рис. 3
Области оптимальных режимов воздушно-плазменной резки металлов
для плазмотрона с воздушным охлаждением (ток 40А и 60А) |
Рис. 4
Области оптимальных режимов воздушно-плазменной резки металлов
для плазмотрона с воздушным охлаждением (ток 90А) |
 |
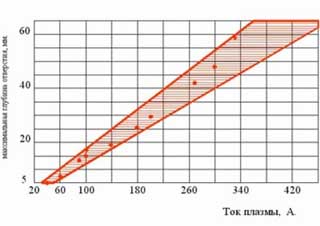 |
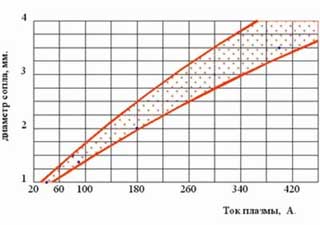
Рис. 5
Зависимость выбора диаметра сопла от тока плазмы |
Рис. 6
Рекомендуемые токи для пробивки отверстия |

Информация с сайта
www.ewm.ru
|

 Техника
Техника